动力科技有限公司")
请输入网站标题
撤销了
【兴羽源密封件超市】一起了解下旋转密封圈二
AG8(国际)动力科技 专业技术支持 欢迎来电咨询产品
2022-10-20 14:24:45AG8(国际)牵引力
5:沟槽设计
A:轴的设计
a:轴的材质:钢、有色金属、工程塑料等
b:硬度:
硬度根据圆周速度、润滑和存在磨料颗粒等因素来选。硬度必须起码为45 HRC。AG8(国际) 建议硬度 55 HRC或600 HV, 轴表面淬火深度至少0.3 mm, 随着圆周速度提高,硬度必须提高,在10 m/s,要求硬度 60 HRC。;
c:加工方法(轴的磨削加工是最好的机 加工方法,但是螺旋磨痕可能会造成泵送效应和泄漏, 因此应当采用纵向磨削。);
d:粗糙度:
对于油封的工作表面按照DIN 3760/61中的规定,表面 应当满足下列要求: 表面粗糙度 Ra = 0.2至0.8 μm ;Rz = 1至4 μm; Rmax = 6.3 μm 但是试验室试验已经得出了最合适 的粗糙度是Rt=3μm (Ra=0.3μm)。更粗糙和更光滑的表面产生更大的摩擦,结果是温度提高和磨损加大,AG8(国际)
建议表面粗糙度Rt=2-3μm (Ra=0.3-0.8μm)。最佳表面形状为如下闭式形状断面: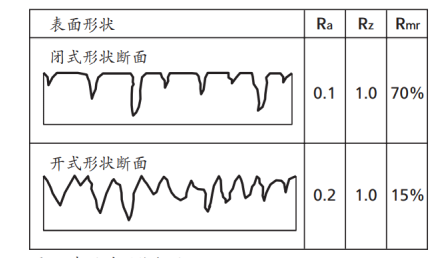
e: 尺寸公差及安装倒角设计;
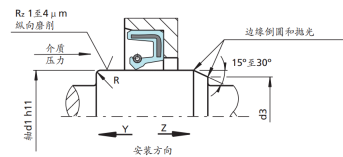
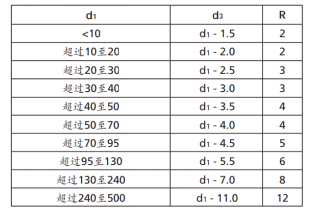
实际使用安装过程中,安装方向可能Y或Z,建议轴上的倒角或倒圆半径,该处尺寸见下表:
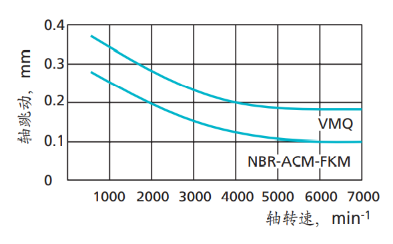
f:轴跳动度;
当尽几率防止出现轴摆动,或者是恢复在超小。带速越高就会投资风险,可以说是密封胶唇的非惯性系使它不要变换位置轴足球运动。几率造成的流出。规定见下表:
g:轴和安装腔体的形位公差
为了能够消减唇口的双向剪力,应有防范轴和安裝孔重心范围内的偏心轮,其允许范围见下表:

B:装设腔体的定制
a:腔体的材质:铸铁、钢、有色金属;
b:硬度;
c:尺寸公差及倒角设计设计;


 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~想关新闻报道

版权所有 © 上海AG8(国际)动力科技有限公司

确定区号