动力科技有限公司")
上海AG8(国际)- 液压密封件失效原因及对策
液压密封密封泄漏原因
油缸发生漏油时,首先请确认泄漏发生的位置,有时会将非密封件的泄漏情况或附着油脂等的泄漏误认为密封件的泄漏。
判定为隔绝件会发生漏粪时,请产看导杆运动健身隔绝件和隔绝管于商品是否需要会存在不正确。关键定量分析表-1。表-1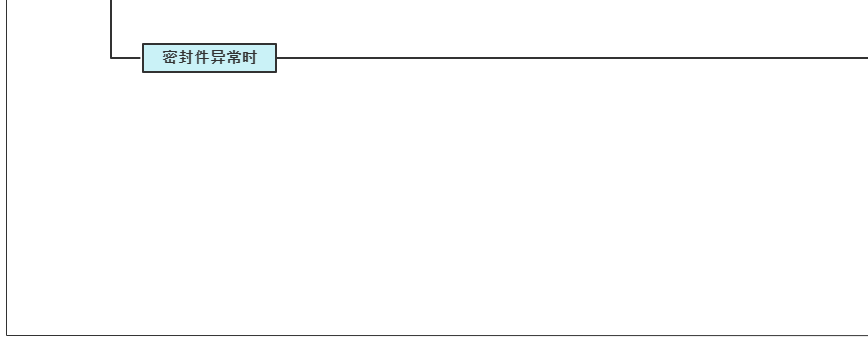
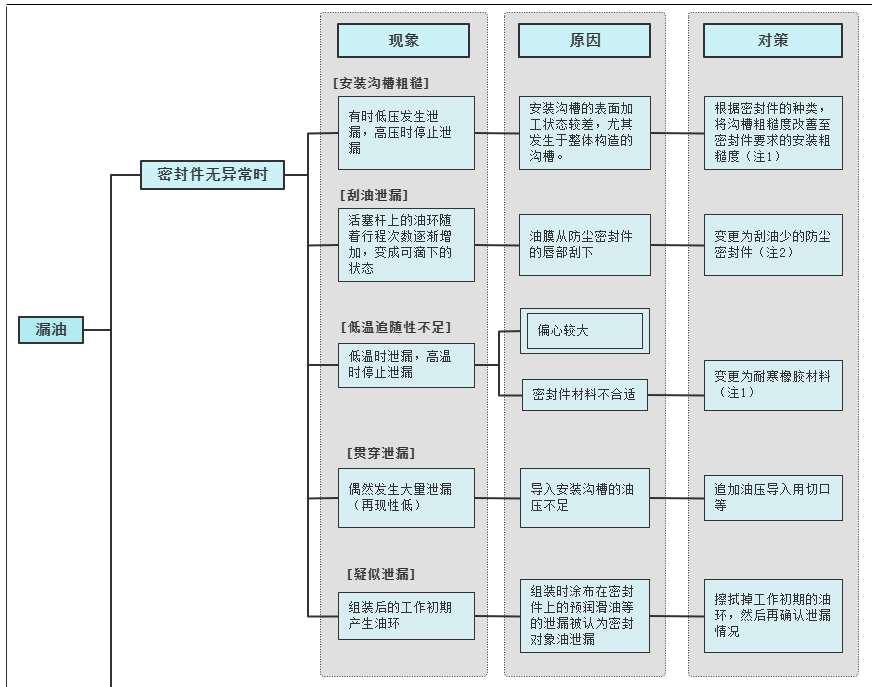
 注2)因防尘性和密封性具有相反的性质,需要根据重要程度保持平衡。
注2)因防尘性和密封性具有相反的性质,需要根据重要程度保持平衡。
液压密封失效现象及对策
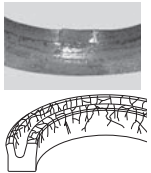
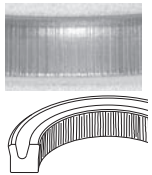
丁腈橡胶密封件
| 外 观 | 原 因 | 对 策 | |||
| 原因 | 状 态 | ||||
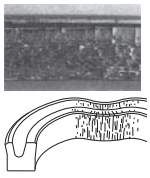
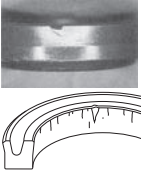
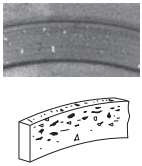
劣 |
| 一部分拖拽外观软化,外观有光泽度和开裂,以及手去指一推,就会出现开裂。 | •高速或内压过高导致 | •活塞密封改用组合式挤压密封。 | |
| •全封闭件软化,唇口有显眼的塑型变型。•弯折密封圈件时,会现身磨痕。 | •油温高。 | •减轻油温或换用耐热性(氟硫化生橡胶)硫化生橡胶密封盖件。 | ||
•油的影响。 | •换手更耐老化的塑胶原材料。•换好油。 | ||||
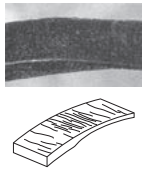
| 这个密封带件面有很小龟裂 | •密封件长时间在大气 | •没在有必要的时不把胶封件裸漏于细颗粒物中,应在设计好的的阶段下保存于紧闭荫凉处。 | ||
•安装与活塞状态下放 | •不要在安装活塞状态下 | ||||
膨 |
| 全密封性件变软 | •油与橡胶制品不是应。 | •换用耐酸碱性好的填料液压密封件。 | |
| •洁净液的关系。 | •更换清洗液。 | ||||
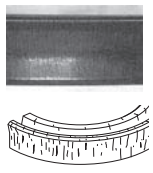
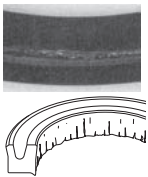
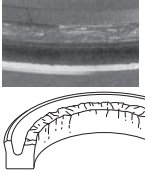
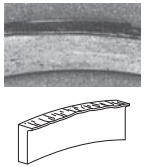
磨 |
| 旋转表皮有有光泽度,如弧面状的受损。 | •滑动行程短,润滑油 | •如果是活塞密封,可采 | |
•滑动表面粗糙度不合 | •选择推介的干燥度。 | ||||

| 外 观 | 原 因 | 对 策 | |||
| 问题 | 状 态 | ||||
| 磨损 |
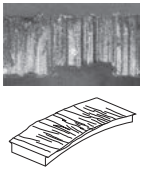
| 在圆外上嘴唇部沾染:长宽连继不同,较大与较大:长宽地址大致相同对称轴。 | •柱塞杆和油缸头反力,油缸和柱塞头反力。 | •组装剪力操纵在胶封件允许的面积内。 | |
| 大部分向下唇口周围有系统异常磨花(与侧向) | •(汽缸环)抗磨环和的轴承(汽缸环杆)因侧向载荷系数过大造失败损耗。 | •换洗更耐负荷什么意思的抗磨环和轴套村料。 | ||
| 伤痕 |
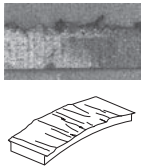
| 唇口部有线条的破损、凹痕。 | •储存时用铁钉等吊顶,发生了造成部位压扁的外力作用。 | •改进方案存放方案。 | |
| •装配线时,听取面的倒角小。 | •提高搞好团结侧倒角,AG8(国际) 要除外层毛刺发生使其就可以费劲使用。 | ||||
| •装配线时,被镙丝刀等从而导致。 | •拆卸时的使用行业加装APP。 | ||||
| 向下面有划痕 | •做好面中有淤伤。 | •依照外形尺寸表手工加工倒角,取除毛刺现象的发生使其可不可以正常配置。 | ||
| •裝配时加上倒角四周有毛边。 | |||||
| •残留物卡咬。 | •清掉杂质。 | ||||
| 压痕 |
| 划动面有小的凹痕 | •基于家电清洗不恢复原状,在协助上边农药残留杂物、或钻削残渣碎屑。 | •除开设备上粘着的脏东西。 | |
| •油中内含以往杂物或油防氧化生成二维码的新杂物。 | •换好油。 | ||||



| 外 观 | 原 因 | 对 策 | |||
| 的问题 | 状 态 | ||||
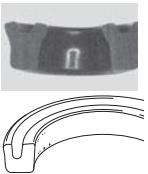
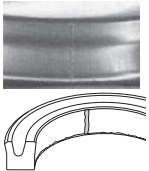
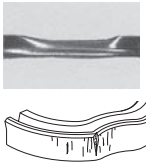
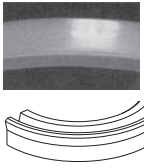
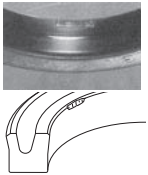
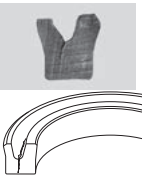
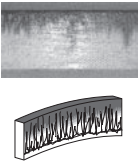
破 |
| 密封垫性件翻转唇口有整体半圆划伤(活塞环密封垫性件) | •背压过大。 | •换用有卸压槽的隔绝带件或乐队整体式挤压成型隔绝带圈。 | |
| 隔绝件基槽为原点发生的已经破损 | •因此电磁阻力概率过高,产生损耗碰坏。 | •如果你是活塞杆杆填料密封,请混用响应环。•假若是活赛密闭胶,换用女子组合型滚压密闭胶。 | ||
| •超低温时启车导致裂开。 | •换用耐热性更高的再生胶原料。 | ||||
| 滑屏唇口全周形成破裂 | •封口件板材劣化。 | •换用耐低温、耐老化性更好的的聚氨酯原料。 | ||
| •油劣化。 | •拆卸新油。 | ||||
| 封闭件圆弧上1~多个所在位置情况状态 | •密封垫件在弯曲的环境下被装置。 | •缓解安转方案和安转夹具设计。 | ||
| •在密封性能件拆卸不恰当的工作状态下来了下两步拆卸程序(发动机活塞杆与腔体的拆卸)。 | |||||

| 外 观 | 原 因 | 对 策 | |||
| 的问题 | 状 态 | ||||
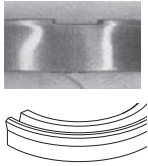
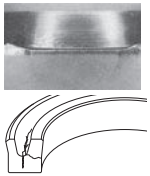
挤 |
| 划动面茎干有损坏 | •挤出来摩擦过大。 | •缩小间隙尺寸。 | |
| •轮毂轴承变形过大,诱发开距增加。 | •换掉適合的滚柱轴承建材。 | ||||
| •压强过大。 | •接成挡圈,兼具新电磁阀选型封闭件。 | ||||
| 统一侧根茎有受损 | •安裝管沟的制作难受合。 | •更改倒角。 | ||
| •托板硬度不充足引起导致空闲时间。 | •提升手动剪板机程度。 | ||||
| •挡圈不符适宜。 | •调整挡圈的尺寸。 | ||||
| 良好的密封性件根处与挡圈一同发生的挤压 | •熔融挤出宽度过大。 | •宿小间距的尺寸。 | ||
| •挡圈不一适。 | •挡圈的文件改换为更有抗弯强度的文件。 •增大挡圈的厚度尺寸。 | ||||
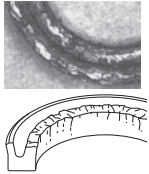
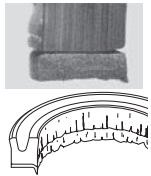
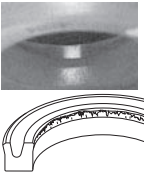
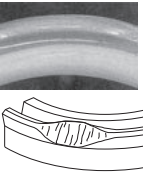
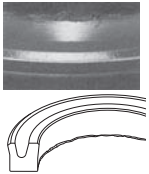
| 烧损 |
| 唇口和基槽部发生小面积的的焦烧炭化或受热 | •残余的的空气的热膨胀解压缩所致焦烧。 | •油缸再启动前,需排净气体。•油缸发动时,千万别再次驾驶到高速的。•在Y形封闭圈谷部建立滑润脂,主要是防止止大气蓄积。•在连杆引领环外则增添耐低温食材的纳污环。 | |


聚氨酯密封件
| 外 观 | 原 因 | 对 策 | ||
| 的情况 | 状 态 | |||
劣 |
| 界面有色泽消息队列生裂缝,或按住时显示裂缝。 | •油温过高。 | •影响油温或换用更耐热性建材(氟硅胶)。 |
| •油与聚氨酯不相好。 | •证实耐酸碱性,换用良好的密封性件装修材料或液压系统油类别。 | |||
| •油劣化。 | •撤换新油。 | |||
| 影响橡塑韧性连接数生破裂 | •油温过高。 | •换新耐温耐水性好的天然橡胶的原材料。 | |
| •油与橡塑不相是和。 | •判断丁晴橡胶性,换用密封胶件的原材料或液压多路阀油那个种类。 | |||
| •油劣化。 | •修改新油。 | |||
| 移动唇口全周发现破损掉镀 | •油温过高。 | •撤换耐低温丁晴性更快的天然橡胶建材。 | |
•油与橡胶不相适合。 | •确认耐油性,换用密封件材料或液压油种类。 | |||
磨 |
| 旋转外观有亮泽,如雾面状的划痕。 | •很小里程向下,保养油膜的组成不积极。 | •如果是活塞密封,可采 |
| •常时压远远超出3MPa。 | •如果是活塞密封,可采 | |||
| 移动唇上边出来位置的不正确破损(与侧向负荷目标方向不同)。 | •侧向力矩过大促使(连杆)抗磨环和滑动轴承(连杆杆)的无效变形。 | •用可经受比较高载荷系数的抗磨环和轴承型号材质。 | |
| 外 观 | 原 因 | 对 策 | ||
| 表现 | 状 态 | |||
磨 |
| 滚动条面有一个痕状的损耗 | •很小行程英文划屏,机油油膜的导致不宽裕。•磨擦生热较多,油膜较薄。 | •若用于未激光切割嘴形时,可换用唇口切角。•换用自润滑油的作用性更好的搭档密闭件。•若活塞环杆密封圈时,可连在一起减慢环。 |
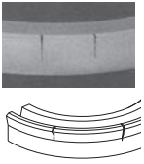
伤 |
| 唇口自动化测试有局部性挤压伤、凹痕。 | •贮存时用铁钉或金属丝等架设所影响的的作用力的作用。 | •持续改善储存方案。 |
| •搭配时,结合面的倒角周边的飞边进而引发的磨损和凹下。 | •就越大结合侧倒角,删去界面棱刺使其线性。 | |||
| •用钉或螺帽刀等裝配时受到的破裂或凹痕。 | •按装时的使用专业技术自动装配方法。 | |||
| 翻转表面层有印痕 | •能默契配合面上划痕。 | •组装前加以查。 | |
| •安装时,密切配合面的倒角旁边的振纹产生的直接损伤和凹进。 | •就越大结合侧倒角,洗去从表面毛刺现象使其平整。 | |||
| •因硬物的卡咬诱发的划痕。 | •清理掉杂物。 | |||
| 唇口前边时有发生破损 | •裝配时紧密配合面倒角身上的的毛刺发生诱发的瘀伤。 | •按长宽高表代加工倒角,除于振纹使其拟合。 | |
破 |
| 封密件滚动唇口被抽出呈孤形状,甚至显现破埙(活塞式封密件)。 | •背压过大。 | •选择聚安脂密封性能胶件具体情况下,换用有卸压槽的密封性能胶件。•换用结构密封垫件。 |

| 外 观 | 原 因 | 对 策 | ||
| 的现象 | 状 态 | |||
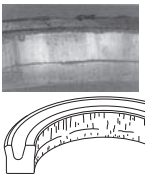
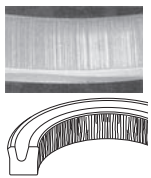
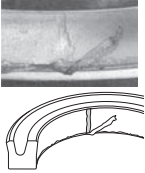
破 |
| Y形密封带件的基槽为关键会出现波浪纹 | 因蠕变水压平繁促使的疲惫坏损。 | •活塞密封,可换用组合式挤压密封。 |
挤 |
| 拖拽面茎干有损坏 | •挤出来宽度过大。 | •缩小间隙尺寸。 |
| •滚针轴承损坏过大,促使时候增强。 | •修改滚针滚针轴承的原村料,用适用的滚针滚针轴承的原村料。 | |||
| •有压力过高。 | •使用挡圈,原则新调试胶封件。•与储存环重复使用。 | |||
| 从向下面茎部到唇口web前端有细小凹痕,茎部有较薄的溥膜状抽出物粘有。 | •挤出来孔径过大。 | •缩小间隙尺寸。 | |
| •心理压力过高。 | •并齐挡圈,并举新型号选择填料橡胶密封。•与缓存环公用。 | |||
| 拖拽面茎部有抽出变行,整个变白呈鲜红色。 | •抽出开距过大。 | •缩小间隙尺寸。 | |
| •轴承套轮胎磨损过大,形成间距变高。 | •更換滑动轮毂轴承食材,选择使用适当的滑动轮毂轴承食材。 | |||
| •压差过高。 | •同用挡圈,重在新选择型号封好件。•与降低环混用。 | |||
| 纯PTFE挡圈侧部损伤、,该分别个部分的密封盖件被挤出来形变。 | •挡圈效果不到位且耐磨橡胶性不到位。 | •挡路口建筑材料变更登记为添加PTFE或PA。 | |


| 外 观 | 原 因 | 对 策 | ||
| 后果 | 状 态 | |||
| 烧损 |
| Y形密封带件的沟槽开挖部部分区域会发生烤焦炭化 | •残余室内空气的传热压缩成出现烧损。 | •油缸启动前,需排净废气。•油缸开机启动时,也不要会驾驶到极速。•在Y形密封圈谷部入驻轴承润滑油脂,防患未然止气流蓄积。•在活塞环抓手环弯处增高耐熱食材的纳污环。 |
| 变形 |
| 抽真空件外周多处突发变型及挫伤 | •整体性沟槽开挖内安裝不合格品。 | •具体情况见液压油缸填料液压密封件的按装的方法。 |

组合密封件
| 外观设计 | 情况 | 解决方法 | ||
| 情况 | 情况下 | |||
劣 |
| 背环形成内裂 | •在高温度下用到。 | •背环更变为耐温性更稳的材料做。 |
磨 |
| 密封性能件园周上带轮廓异样磨坏(与侧向力矩趋势不同)。 | •因侧向负荷过大而使造成抗磨环和轴承套十分刹车盘磨损(而使导致扁心)。 | •换洗抗磨环和的轴承原原料,使用的可承载有效侧向承载能力的原原料。 |
| •位置互相配合拖动面模糊。 | •工艺其中符合确定封严件举荐的凹凸不平度。 | |||
伤 |
| 外表环拖拽上面遭受轮廓线刮伤 | •隔绝件的划动紧密配合面面有受伤。 | •搭配前充足捡查。 |
| •装配工时听取面倒角有有飞边和飞边。 | •按大小表激光加工倒角,祛除棱刺使其均匀。 | |||
| •含材料粉化等脏东西的卡咬。 | •去除异物。 | |||
挤 |
| 封严件滑屏面有透明膜状熔融挤出物 | •挤出间隙大。 | •减小挤出间隙。 |
密封件有关产品
| 外在 | 现象 | 相应的对策 | ||
| 问题 | 形态 | |||
凹 |
| 在密封隔绝件及挡微信圈收藏有硬物 | •油中、配管等有杂物的存在。 | •去掉异物。 |
| •因活塞杆和腔体触及产生了合金材料末。 | •换个抗磨环和轴承套的产品,用可经受相关的侧向负载的的产品。 | |||
挤 |
| 挡圈被熔融挤出 | •挤出间隙大。 | •减小挤出间隙。 |
烧 |
| 抗磨环的外侧炭化 | •留暖空气的热膨胀降低造成烧损。 | •油缸起动前,需排尽空气。 到高速。 |

 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~想关新鲜事了

